


دستگاه تشخیص سرباره به روش الکترومغناطیسی
تشخیص سرباره پاتیل ریختهگری و جلوگیری از ورود سرباره به عملیات ریختهگیری

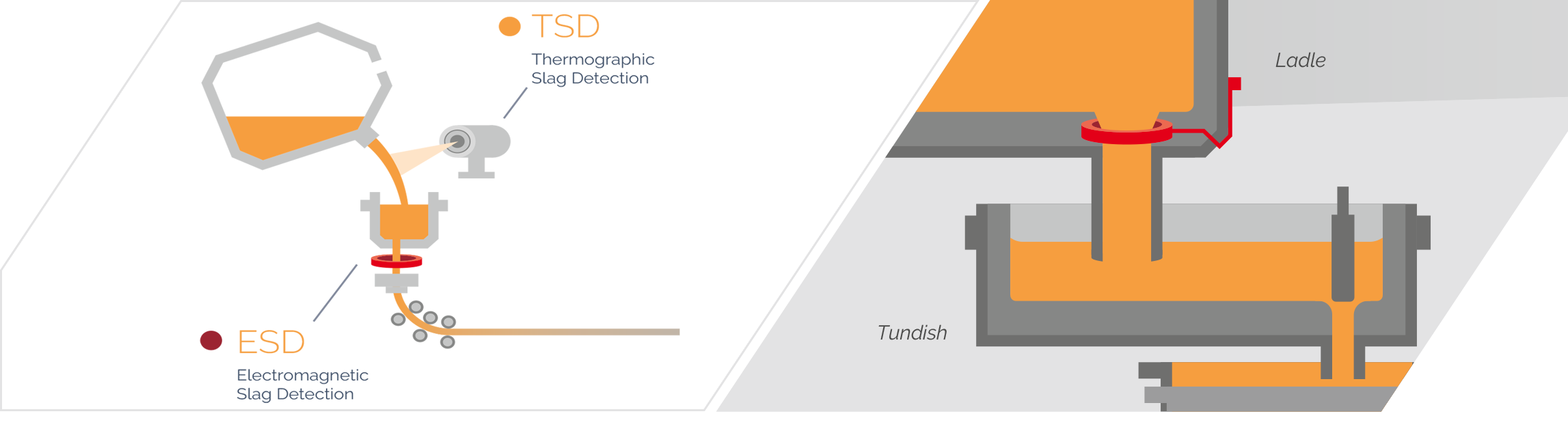
انتقال بدون سرباره فولاد مذاب نقش به سزایی در کیفیت فولاد تولیدی دارد. صرف نظر از اینکه برای کوره، لدر یا توزیع کننده باشد: مقادیر زیادی سرباره هرگز نباید به دستگاه بعدی منتقل شود. تشخیص سرباره الکترومغناطیسی ESD که در پایین پاتیل ریختهگری قرار دارد، به محض عبور سرباره، زنگ خطر را به صدا در می آورد و سیگنالی را برای بسته شدن خودکار درب اسلاید ارسال میکند.
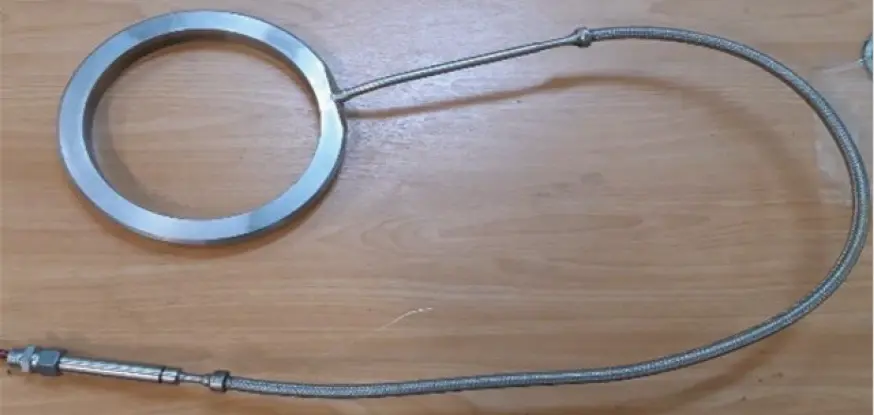
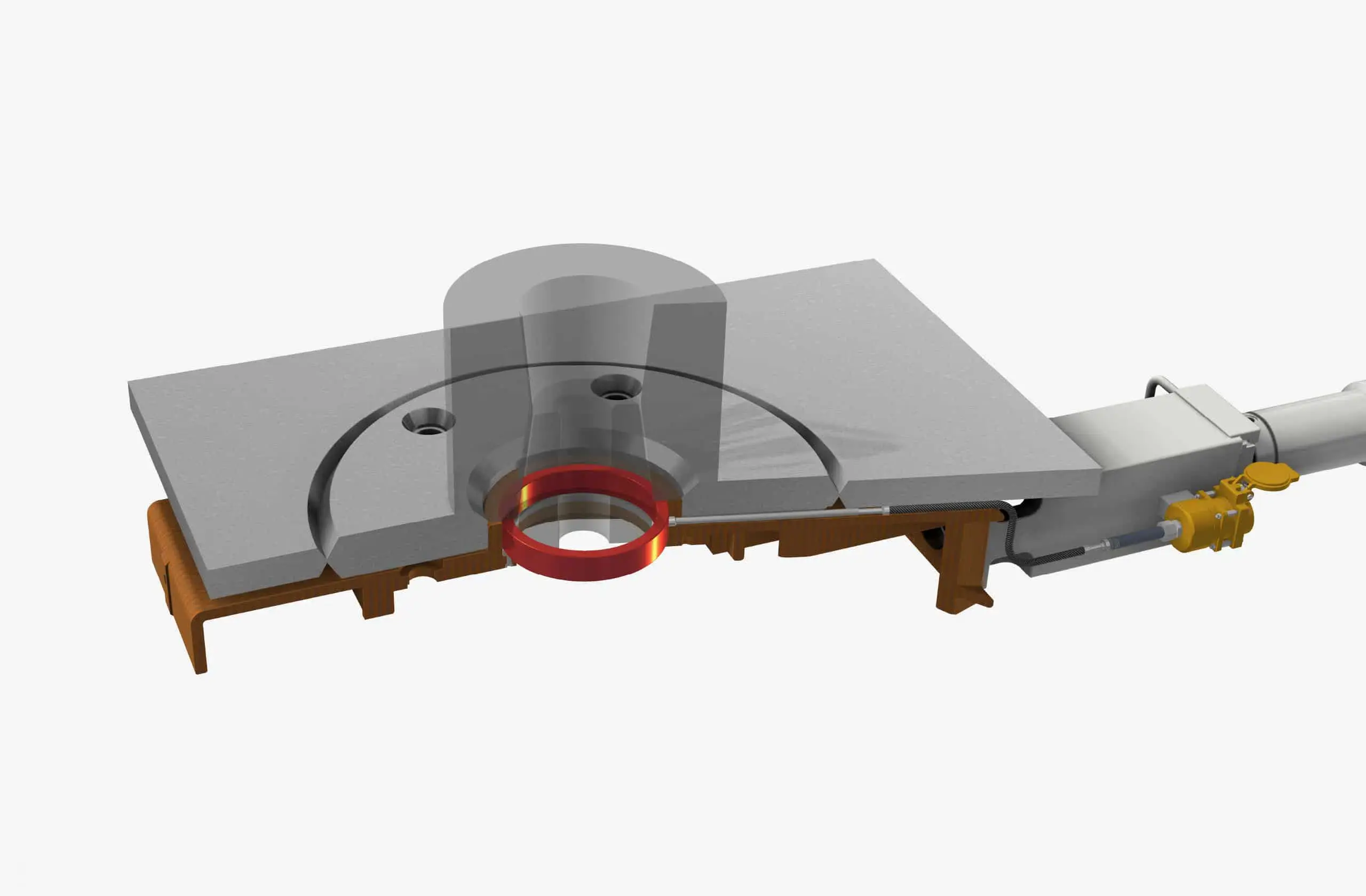
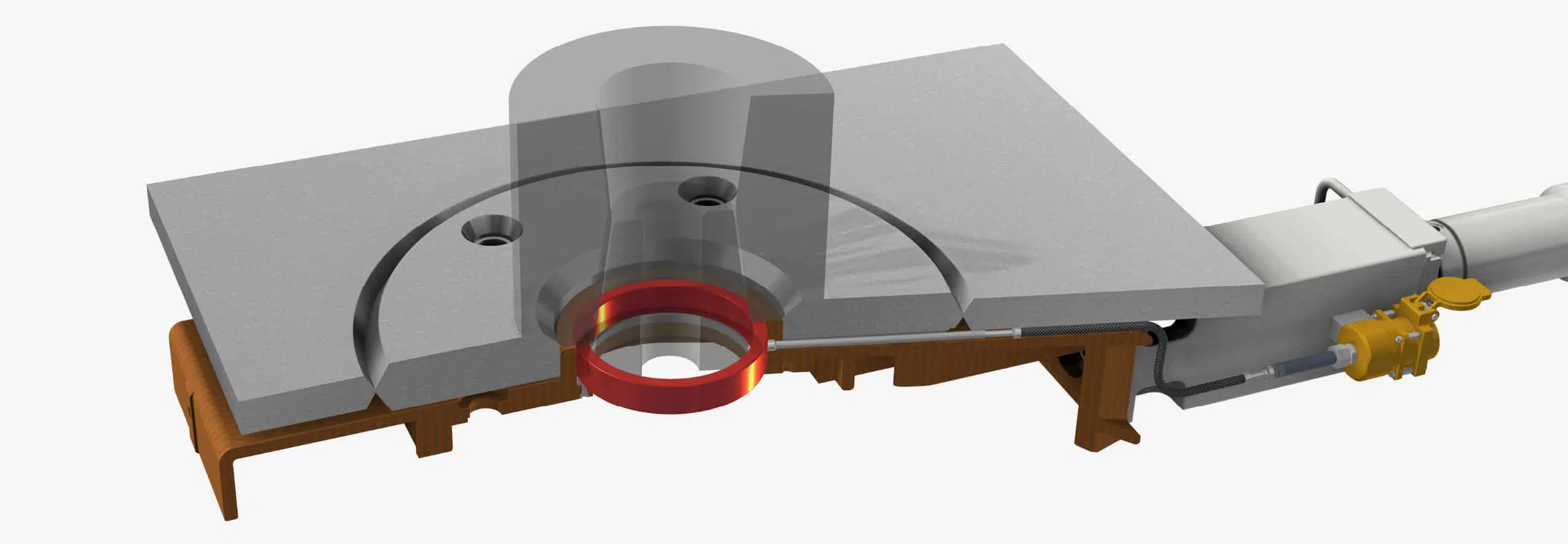
سنسور در دهانه خروجی پاتیل نصب شده و از طریق یک ترانسمیتر نصبشده در فیلد مشخصات مذاب عبوری از مجرای پاتیل را به ترمینال بورد و سیستم تشخیص سرباره در اتاق کنترل ارسال میکند. این سنسور برپایه میدان مغناطیسی و القا ولتاژ از اولیه به ثانویه کار میکند. سیمپیچ اولیه با یک جریان الکتریکی AC، تولید شده توسط سیستم تشخیص سرباره، تحریک میشود. ولتاژ سیمپیچ ثانویه به نوع ماده عبوری از خروجی پاتیل بستگی دارد. بنابراین فولاد مذاب ولتاژی متفاوت نسبت به ولتاژ القایی در زمان عبور سرباره ایجاد میکند و سیستم تشخیص سرباره این تفاوت را آشکار میسازد.
سیستم تشخیص سرباره
سیستم تشخیص سرباره سیگنال دریافتی از ثانویه سنسور را با سیگنال تحریک اولیه مقایسه می کند و در خروجی خود درصد سرباره را برحسب جریان استاندارد 4-20mA نمایش میدهد. همچنین یک رشته LED در جلوی دستگاه تعبیه شده که در هر لحظه درصد اسلگ را نشان میدهد.
همچنین با دو کلید در جلوی دستگاه مقدار مرجع اسلگ (Slag Set-Point) تنظیم میشود و مقدار مرجع روی رشته LED سمت چپ نمایش داده میشود.
به محض اینکه مقدار اسلگ در دهانه خروجی پاتیل به درصد Slag Set-Point برسد یک کنتاکت رلهای Normally Open اکتیو و بسته میشود. این کنتاکت هم به سیستم کنترل ریختهگری، هم به فرمان بسته شدن اسلاید گیت خروجی مذاب و هم به پانل محلی و آژیر در پولپیت اپراتور ریختهگری ارسال میشود. این کنتاکت به سیستم PLC یا هر سیستم دلخواهی هم قابل اتصال است.
خروجی جریان استاندارد 4-20mA که درصد اسلگ را به صورت یک مقدار پیوسته نشان میدهد در تمام مدت عملیات تخلیه پاتیل فعال است و درصد سرباره را نمایش داده و برای سیستم کنترل و PLC ارسال میکند. کانال خروجی آنالوگ سیستم تشخیص سرباره میتواند به هر کانال ورودی آنالوگ دلخواه استاندارد متصل شود.
تست عملکرد
در مراحل مختلف طراحی و ساخت دستگاه و زیر بخشهای آن تستهایی در واحد ریختهگری مجتمع فولاد مبارکه انجام شد. پس از تکمیل مراحل ساخت و انجام تنظیمات نهایی، در اسفندماه 1401، تست عملکردی نهایی در این واحد روی ماشین ریختهگری شماره 3 با موفقیت انجام شدند.

ساختار و اجزاء اصلی سامانه

مزایا
- افزایش کیفیت محصول ناشی از جلوگیری اتوماتیک از ورود سرباره به محصولات تولیدی در خط ریختهگری
- افزایش بهرهوری و کاهش هزینه تولید ناشی از گرفتگی مسیر شرود و پاکسازی تاندیش از سرباره
- حذف خطای انسانی (که در سیستم دستی اجتناب ناپذیر است)
- دستگاه تشخیص سرباره با دقت و حساسیت بالا مشابه نمونه دستگاه AMEPA تیپ ESD100
- روش تشخیص از نوع الکترومغناطیسی
- حساسیت تشخیص قابل تغییر با گریدهای مختلف
- دستگاه با سنسورهای مغناطیسی همخوانی داشته
- سیستم تشخیص سرباره عملکرد صحیح و فالتها را شناسایی مینماید.
- سیستم تشخیص سرباره شامل تابلو اصلی ایستاده (بهمراه سیستم خنک کننده)، تقویت کننده و تابلو اپراتوری می باشد.
- سیستم در مقابل نویزهای شدید در سایت (به علت کوره های EAF) محافظت شده است.
- تابلوی اپراتوری نمایشگرها و فرمانهای مشابه با تابلو اپراتوری AMEPA را تامین می کند.
- نرم افزار کاربری دستگاه با قابلیت اطمینان بالا و دارای قابلیت شبکه شدن و اتصال لپ تاپ می باشد.
- تمامی فالت های سیستم کدبندی و در مانیتور نصب شده روی تابلو اصلی نمایش داده می شود.
- تابلو اصلی سیستم تشخیص سرباره دارای زیر سیستمها و قسمت های زیر میباشد:
- بخش کنترلی و پردازش اصلی (مشابه MCU100)
- منابع تغذیه، واسطه سخت افزاری مشابه IF200
- نمایشگرها و ریکوردر دیجیتال
- کارت رابط با HMI و تابلو اپراتوری
- ترمینالهای سیگنالینگ
- ترمینالهای تغذیه
- واسطه ارتباطی با تقویت کننده سنسور (مشابه PA100)
- کارتهای درایو تحریک سنسور
- کارت های ورودی و خروجی برای اتصال به PLC در سیستم اتوماسیون
- زیرسیستمهای ایمنی و حفاظت ESD
- زیر سیستم عیبیابی و آلارم ها
- خروجی آنالوگ
- ۴ تا ۲۰ میلیآمپر
- کاهش مقدار سرباره
- تا ۹۰٪
- افزایش بازده
- حدود ۱٪
- کاهش میزان گرفتگی مجرا
- تا ۶۰٪
بروشور
2.17MB
انتقال بدون سرباره فولاد مذاب نقش به سزایی در کیفیت فولاد تولیدی دارد. صرف نظر از اینکه برای کوره، لدر یا توزیع کننده باشد: مقادیر زیادی سرباره هرگز نباید به دستگاه بعدی منتقل شود. تشخیص سرباره الکترومغناطیسی ESD که در پایین پاتیل ریختهگری قرار دارد، به محض عبور سرباره، زنگ خطر را به صدا در می آورد و سیگنالی را برای بسته شدن خودکار درب اسلاید ارسال میکند.
سنسور در دهانه خروجی پاتیل نصب شده و از طریق یک ترانسمیتر نصبشده در فیلد مشخصات مذاب عبوری از مجرای پاتیل را به ترمینال بورد و سیستم تشخیص سرباره در اتاق کنترل ارسال میکند. این سنسور برپایه میدان مغناطیسی و القا ولتاژ از اولیه به ثانویه کار میکند. سیمپیچ اولیه با یک جریان الکتریکی AC، تولید شده توسط سیستم تشخیص سرباره، تحریک میشود. ولتاژ سیمپیچ ثانویه به نوع ماده عبوری از خروجی پاتیل بستگی دارد. بنابراین فولاد مذاب ولتاژی متفاوت نسبت به ولتاژ القایی در زمان عبور سرباره ایجاد میکند و سیستم تشخیص سرباره این تفاوت را آشکار میسازد.
سیستم تشخیص سرباره
سیستم تشخیص سرباره سیگنال دریافتی از ثانویه سنسور را با سیگنال تحریک اولیه مقایسه می کند و در خروجی خود درصد سرباره را برحسب جریان استاندارد 4-20mA نمایش میدهد. همچنین یک رشته LED در جلوی دستگاه تعبیه شده که در هر لحظه درصد اسلگ را نشان میدهد.
همچنین با دو کلید در جلوی دستگاه مقدار مرجع اسلگ (Slag Set-Point) تنظیم میشود و مقدار مرجع روی رشته LED سمت چپ نمایش داده میشود.
به محض اینکه مقدار اسلگ در دهانه خروجی پاتیل به درصد Slag Set-Point برسد یک کنتاکت رلهای Normally Open اکتیو و بسته میشود. این کنتاکت هم به سیستم کنترل ریختهگری، هم به فرمان بسته شدن اسلاید گیت خروجی مذاب و هم به پانل محلی و آژیر در پولپیت اپراتور ریختهگری ارسال میشود. این کنتاکت به سیستم PLC یا هر سیستم دلخواهی هم قابل اتصال است.
خروجی جریان استاندارد 4-20mA که درصد اسلگ را به صورت یک مقدار پیوسته نشان میدهد در تمام مدت عملیات تخلیه پاتیل فعال است و درصد سرباره را نمایش داده و برای سیستم کنترل و PLC ارسال میکند. کانال خروجی آنالوگ سیستم تشخیص سرباره میتواند به هر کانال ورودی آنالوگ دلخواه استاندارد متصل شود.
تست عملکرد
در مراحل مختلف طراحی و ساخت دستگاه و زیر بخشهای آن تستهایی در واحد ریختهگری مجتمع فولاد مبارکه انجام شد. پس از تکمیل مراحل ساخت و انجام تنظیمات نهایی، در اسفندماه 1401، تست عملکردی نهایی در این واحد روی ماشین ریختهگری شماره 3 با موفقیت انجام شدند.
ساختار و اجزاء اصلی سامانه
مزایا
- افزایش کیفیت محصول ناشی از جلوگیری اتوماتیک از ورود سرباره به محصولات تولیدی در خط ریختهگری
- افزایش بهرهوری و کاهش هزینه تولید ناشی از گرفتگی مسیر شرود و پاکسازی تاندیش از سرباره
- حذف خطای انسانی (که در سیستم دستی اجتناب ناپذیر است)
- دستگاه تشخیص سرباره با دقت و حساسیت بالا مشابه نمونه دستگاه AMEPA تیپ ESD100
- روش تشخیص از نوع الکترومغناطیسی
- حساسیت تشخیص قابل تغییر با گریدهای مختلف
- دستگاه با سنسورهای مغناطیسی همخوانی داشته
- سیستم تشخیص سرباره عملکرد صحیح و فالتها را شناسایی مینماید.
- سیستم تشخیص سرباره شامل تابلو اصلی ایستاده (بهمراه سیستم خنک کننده)، تقویت کننده و تابلو اپراتوری می باشد.
- سیستم در مقابل نویزهای شدید در سایت (به علت کوره های EAF) محافظت شده است.
- تابلوی اپراتوری نمایشگرها و فرمانهای مشابه با تابلو اپراتوری AMEPA را تامین می کند.
- نرم افزار کاربری دستگاه با قابلیت اطمینان بالا و دارای قابلیت شبکه شدن و اتصال لپ تاپ می باشد.
- تمامی فالت های سیستم کدبندی و در مانیتور نصب شده روی تابلو اصلی نمایش داده می شود.
- تابلو اصلی سیستم تشخیص سرباره دارای زیر سیستمها و قسمت های زیر میباشد:
- بخش کنترلی و پردازش اصلی (مشابه MCU100)
- منابع تغذیه، واسطه سخت افزاری مشابه IF200
- نمایشگرها و ریکوردر دیجیتال
- کارت رابط با HMI و تابلو اپراتوری
- ترمینالهای سیگنالینگ
- ترمینالهای تغذیه
- واسطه ارتباطی با تقویت کننده سنسور (مشابه PA100)
- کارتهای درایو تحریک سنسور
- کارت های ورودی و خروجی برای اتصال به PLC در سیستم اتوماسیون
- زیرسیستمهای ایمنی و حفاظت ESD
- زیر سیستم عیبیابی و آلارم ها
- خروجی آنالوگ
- ۴ تا ۲۰ میلیآمپر
- کاهش مقدار سرباره
- تا ۹۰٪
- افزایش بازده
- حدود ۱٪
- کاهش میزان گرفتگی مجرا
- تا ۶۰٪
بروشور
2.17MB